ГОСТ 23501.0-85 «Системы автоматизированного проектирования. Основные положения» определяет САПР как организационно-техническую систему, состоящую из комплекса средств автоматизации проектирования. Эта система представляет собой инструментарий проектировщика, включающий технические средства, математическое, программное, информационное и организационное обеспечения, который предназначен для автоматизации проектирования на всех этапах от выдачи технического задания до передачи технической документации заводу-изготовителю. Объектом автоматизации проектирования является вся совокупность действий проектировщиков, разрабатывающих изделие или технологический процесс и оформляющих результаты разработок в виде конструкторской, технологической и эксплуатационной документации.
Проектирование технологии изготовления спроектированного или подлежащего ремонту объекта связано с процессом технологической подготовки производства изделия или его узлов и деталей на данном предприятии. Результатами проектирования являются распечатки технологической документации в виде: маршрутной и операционной карты (ГОСТ 3.1118-82); ведомости оснастки (ГОСТ 3.1105-84); карты технического контроля (ГОСТ 3.1502-85); карты технологических процессов выполняются в соответствии с ГОСТ 3.1118-82, то есть с маршрутно-операционным описанием технологических процессов.
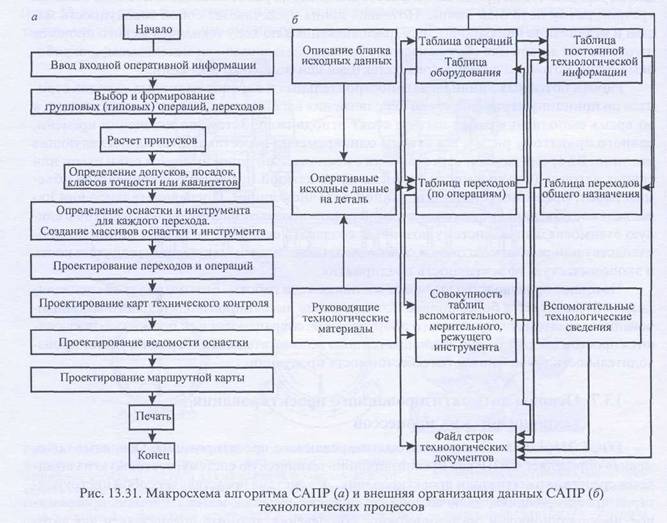
Макросхема алгоритма САПР технологических процессов приведена на рис. 13.31, а. Осуществляется ввод оперативной информации, из которой выбираются и формируются групповые (типовые) операции, переходы по их кодам в исходных данных и типовым маршрутам из нормативно-справочной информации. Припуски рассчитываются по нормалям предприятия. Поиск оснастки и инструмента, включенных технологом в исходные данные, осуществляется по универсальным блок-схемам и таблицам. При разработке алгоритмов и программ, а также в процессе эксплуатации автоматизированной системы проектирования технологических процессов механической обработки необходимо иметь данные, указанные на рис. 13.31, б.
При разработке алгоритма САПР технологических процессов особое внимание уделяется универсальности, надежности в работе, достоверности разрабатываемых технологических процессов, упрощению и сокращению времени на адаптацию алгоритма к конкретным производственным условиям и на создание единой базы данных для решения всех технологических задач и сокращения времени на ее расширение и изменение.
При автоматизированном поиске на каждый переход или группу переходов разрабатывают блок-схемы поиска инструмента, оснастки, по которым в зависимости от операции, перехода и параметров детали выбираются автоматически из базы данных нужный инструмент и оснастка.
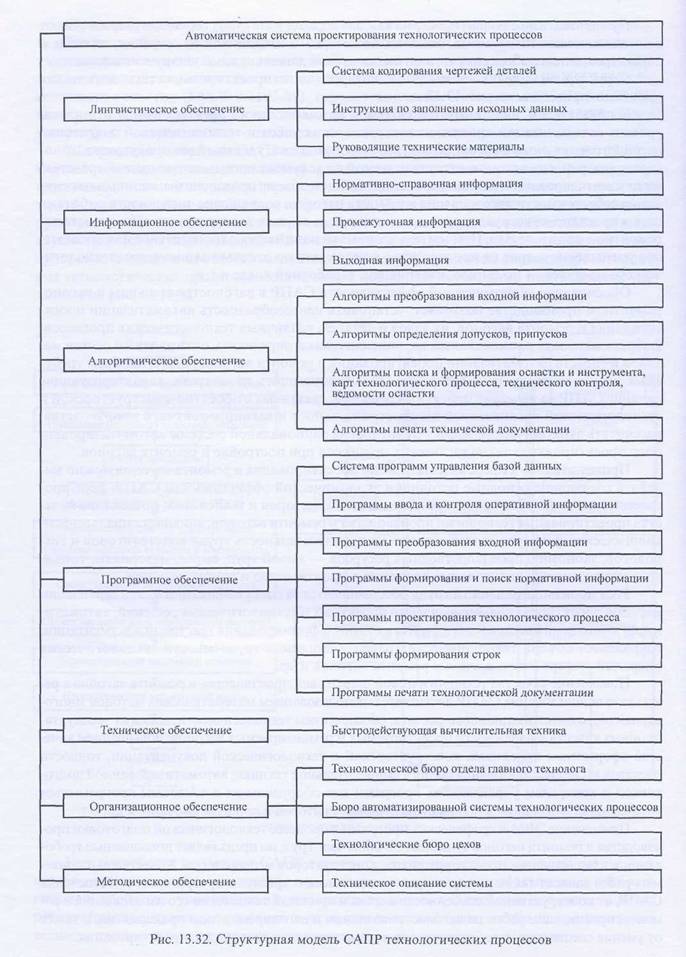
Структурная модель системы автоматизированного проектирования технологических процессов приведена на рис. 13.32.
К показателям, связанным с проблемой автоматизации проектирования, относятся: уровень автоматизации проектно-конструкторских работ и технологической подготовки вагоностроительного и вагоноремонтного производства; удельный вес продукции вагоностроения и ремонта вагонов, изготавливаемой по документации, подготовленной средствами автоматизированного проектирования, в общем объеме производства; экономия от снижения себестоимости изготовления и ремонта вагонов; сокращение численности работающих в проектно-конструкторских организациях, а также в вагоностроительном и вагоноремонтном производстве. Причем под экономией понимается относительное или абсолютное уменьшение затрат на производство в целом или по отдельным элементам технологического процесса — по сырью, материалам, заработной плате и т.п.
Обоснование экономической эффективности САПР в вагоностроительном и вагоноремонтном производстве позволяет: установить целесообразность автоматизации проектирования и ремонта вагонов, их узлов и деталей, различных технологических процессов; выбрать наиболее рациональный вариант системы и определить оптимальный состав методов и средств автоматизации проектирования и ремонта вагонов; оценить объем требуемых затрат на создание и внедрение САПР; определить показатели, характеризующие влияние САПР на качество проектных решений, связанных с проектно-конструкторской и технологической организацией вагоностроительного и вагоноремонтного производства; рассчитать экономический эффект от внедрения рациональной системы автоматизированного проектирования технологических процессов при постройке и ремонте вагонов.
Применительно к сфере автоматизации проектирования и ремонта вагонов можно выделить следующие основные источники экономической эффективности САПР: рост производительности труда проектировщиков, конструкторов и технологов; повышение качества проектирования технологии производства и ремонта вагонов; влияние социально-психологических факторов автоматизации на привлекательность труда конструкторов и технологов; экономию производственных ресурсов — живой труд, сырье, материалы, топливо, электроэнергия, капитальные вложения в производство и ремонт вагонов.
Рост производительности труда обеспечивается за счет унификации и стандартизации методов проектирования, оптимизации проектных и технологических решений, автоматизации выполнения чертежно-графических работ и формирования текстовой документации, сокращения объема технологических работ и снижения трудоемкости технологических операций в сфере изготовления и ремонта вагонов и др.
Повышение качества технологической подготовки производства и ремонта вагонов в результате использования САПР достигается: использованием математических методов многовариантного оптимизационного расчета; обеспечением технологичности, высоких эксплуатационных качеств и надежности проектируемых и ремонтируемых вагонов; повышением качества оформления проектной, конструкторской и технологической документации, точности расчетов за счет использования средств вычислительной техники; автоматизированной подготовкой и контролем управляющих программ для оборудования с числовым программным управлением; снижением влияния субъективных факторов в процессе расчетов и др.
Применение ЭВМ и графических программ в процессе технологической подготовки производства и ремонта вагонов существенно облегчает труд, но предъявляет повышенные требования к квалификации проектировщиков, конструкторов и технологов. Качество выполняемых работ зависит также от характеристик технических средств и программного обеспечения САПР, от конструктивной особенности вагона и принятой технологии его изготовления и ремонта, организации работ на вагоностроительном и вагоноремонтном предприятии, а также от умения специалистов работать со средствами автоматизированного проектирования.